УВЕЛИЧЕНИЕ ЭКСПЛУАТАЦИОННОГО РЕСУРСА
Д.М.Кинзибаев, Старший инженер-исследователь, ООО «Ионные технологии» kinzibaev@procion.ru
И.С. Соколова, Зав. лабораторией, ООО «Ионные технологии» sokolova@procion.ru
И.А.Сурсин, инженер-механик, технический эксперт, sur-sin@mail.ru
Арматуростроение – специализированная отрасль промышленности, взаимосвязанная с нефтяной и газовой промышленностью, энергетикой, машиностроением, строительством и со многими другими отраслями народного хозяйства. На российском рынке в последние годы набирает силу процесс импортозамещения в арматуростроении. Плановая доля импорта в потреблении арматуры с 2014 г по 2020 г снизилась с ≈ 61.3 до 52 %. Важная составляющая импортозамещения это научно-исследовательские и опытно-конструкторские работы (НИОКР) [1 – 4].
Главная задача производителей в данной отрасли – достижение приемлемой цены и высокого качества продукции. Существуют множество технологий упрочнения [5]. Ионное азотирование в зарубежных странах (Германии, Австрии, США, Японии, Болгарии и др.) давно вытеснило такие технологии упрочнения как хромирование, газовое азотирование, цианирование, цементацию. Ионная химико-термическая обработка (ИХТО) уже давно стала основным методом упрочнения металлов, т.к. является экологически чистым процессом, соответствующим философии «белой металлургии», экономически выгодным, универсальным по назначению, простым в использовании и массово применяемым.
Для зарубежных арматуростроительных компаний технология ИХТО не корпоративная тайна, это основа, которую они воспринимают как неотъемлемую часть качества. Ещё в 2010 г. Израильские инженеры ведущего завода HABONIM начали применять обработку ионно-плазменным азотированием при низкой температуре для повышения износостойкости деталей запорного узла шаровых кранов: стальных шаровых пробок и сёдел, а, следовательно, для повышения срока службы всего изделия в целом. Технология низкотемпературной карбонитрации в плазме деталей шаровых кранов на сегодняшний день прописана во всех каталогах израильского производителя [6 – 7].
Ионное азотирование (ИА) – универсальная технология, применяется для упрочнения простых, резьбовых (рис. 1 л, м) и сложноконтурных деталей. Упрочнению могут подвергаться детали из различных сталей, титана и титановых сплавов (рис. 1 н, о, п), чугунов, металлокерамики, порошковых материалов с целью повысить эксплуатационные характеристики. На рисунке 1 представлена часть деталей, упрочняемых методами ИХТО.
Процесс ИА осуществляется в среднем вакууме 100 – 1000 Па под воздействием импульсной плазмы, возникающей между катодом (деталями) и анодом (стенками вакуумной камеры). Молекулы газа Н2+N2 или NH3, (дополнительно Ar, CH4, С3Н8) ионизируются в электромагнитном поле, положительные ионы с высокой кинетической энергией взаимодействуют с поверхностью катода и тем самым нагревают детали, ионы газа диффундируют вглубь поверхности, в процессе химической реакции получаются различные модификации диффузионных покрытий, состоящие из нитридов и карбонитридов, обладающих высокой твёрдостью. Часть азота находится в виде твёрдого раствора в металле, в первую очередь, в межкристаллитном пространстве – в структурно ослабленных местах поверхности, вытесняя в процессе нагрева вредные примеси – сера и фосфор, и, тем самым, обеспечивая стойкость к МКК и СКР, (в т. ч. NACE TM 0177).
|
|
|
|
|
а – Шибер |
б – Клин, шибер, седло |
в – Шаровая пробка, седло |
|
|
|
|
|
г – Шаровая пробка |
д – Шибер, седло |
е – Затвор поворотный, седло |
|
|
|
|
|
ж – Клин |
з – Шпиндель |
и – Резьбовой фланец |
|
|
|
|
|
к – Шаровая пробка |
л – Фланец |
м – Гайка |
|
|
|
|
|
Н – Шаровая пробка, седло |
о – Резьбовой угольник, фланец |
п – Резьбовой патрубок |
|
|
|
|
|
р – Шток |
с – Дисковый затвор |
т – Цилиндрическая пробка, седло |
|
Рисунок 1 – Вид упрочняемых деталей: а-в – до упрочнения; г-к – во время ИХТО; л-т – после упрочнения |
||


















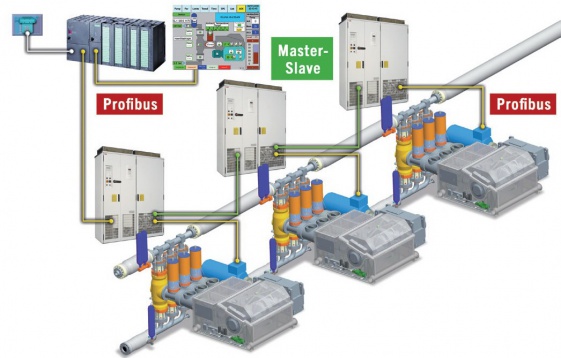
Ионное азотирование осуществляется артелью «Ионные технологии» на разных типах установок. Ниже показан общий вид двухкамерной установки ИОН-100И, которая предназначена для вакуумного отпуска, азотирования, карбонитрирования и оксидирования деталей в импульсном тлеющем электрическом разряде (рис. 2).
Установка состоит из электрической и газо-вакумной частей. Электрическая часть включает автоматизированную систему управления на основе микропроцессорной техники с плазменным генератором, силовыми, исполняющими и предохранительными модулями. Газо-вакуумная часть установки состоит из вакуумных камер, запорно-регулирующей и измерительной аппаратуры, вакуумных насосов, трубопроводов. Корпус камеры является анодом и заземлён.
|
|
|
Рисунок 2 – Вид установки ИОН-100И |

Ниже представлены результаты по упрочнению изделий из наиболее используемых в арматуростроении марок сталей: 40ХН, 20Х13, 38Х2МЮА и 12Х18Н10Т.
Таблица 1 – Характеристики азотированного слоя
|
|
Сталь |
40ХН |
20Х13 |
38Х2МЮА |
12Х18Н10Т1 |
12Х18Н10Т2 |
|
|
Поверхностная твердость HV5, кгс |
580 – 640 |
1000 – 1040 |
1050 – 1100 |
1000 – 1050 |
– |
||
|
Поверхностная микротвердость HV0.1, кгс |
580 – 670 |
1050 – 1100 |
1100 – 1150 |
1090 – 1140 |
1100 – 1150 |
||
|
Глубина слоя, мм |
по микроструктуре hм |
0,40 |
0,17 – 0,18 |
0,27 – 0,28 |
0,13 – 0,14 |
0,010 – 0,015 |
|
|
по микротвердости hс |
0,40 |
0,20 |
0,30 |
0,18 |
0,030 |
||
|
Толщина нитридной зоны, мкм |
5 – 10 |
отсутствует |
10 – 12 |
отсутствует |
отсутствует |
||
|
Хрупкость по шкале ВИАМ |
I балл, не хрупкий |
||||||
2 – низкотемпературный режим.
hм= 0,40 мм hн.з.= 5 – 10 мкм
|
х50 |
х1000 |


Рисунок 3 –Микроструктура азотированного слоя на стали 40ХН
|
|
hм= 0,17 – 0,18 мм hм = 0,13 – 0,14 мм
|
а |
б |
|
Рисунок 4 – Микроструктура азотированного слоя, х100: а – сталь 20Х13; б – сталь 12Х18Н10Т (высокотемпературный режим) |
|


![]()
![]()
|
|
|
|
х100 |
х500 |
|
Рисунок 5 – Микроструктура азотированного слоя стали 38Х2МЮА |
|


|
|

|
||
|

|
|||
|
|
|||
|
х50 |
х500 |
||
|
Рисунок 6 – Микроструктура азотированного слоя стали 12Х18Н10Т после низкотемпературного режима азотирования |
|||


|
|
|
Рисунок 7 – Распределение микротвердости по глубине азотированного слоя |
В результате ионного азотирования на деталях формируется равномерно развитый нехрупкий азотированный слой, а на поверхности изделий из низколегированных сталей (типа 40ХН или 38Х2МЮА) формируется высококачественная нитридная зона с повышенной твердостью, которая обеспечивает высокие антикоррозионные и триботехнические свойства.
На сегодняшний день ионно-вакуумное азотирование является передовой технологией поверхностного упрочнения, превышающей по своим техническим характеристикам другие типы покрытий. Технологии ИХТО позволяют создавать равномерные, бездефектные, упрочнённые слои в широком диапазоне параметров, с неизменно высоким качеством и наилучшими прочностными характеристиками.
Технологии ионной химико-термической обработки вместе с автоматизированным инновационным оборудованием позволяют рационально модифицировать структуру металла в соответствии с перспективными конструкторско-технологическими требованиями, улучшая экологические и экономические нормативы, обеспечивая кратный рост темпа производства и масштабируемость процесса. Эксплуатационный ресурс деталей, упрочнённых методами ИХТО, возрастает в десятки раз, что подтверждается многочисленными производственными испытаниями и широчайшим применением.
Многолетний опыт, компетенции и приоритетные конструкторско-технологические решения позволили нам занять лидирующие позиции в разработке многих проектов «под ключ» в России и за рубежом (www.procion.ru).
Список литературы
1. Колотырин Е. А. Импортозамещение в российском арматуростроении // Интернет-журнал «НАУКОВЕДЕНИЕ» Том 8, №3 (2016) http://naukovedenie.ru/PDF/40EVN316.pdf (доступ свободный). Загл. с экрана. Яз. рус., англ. DOI: 10.15862/40EVN316
2. Карловская К., Мы создаем конкурентную продукцию. Интервью с С. А. Истоминым // Арматуростроение. 2017. Т.107. №2. С. 14 – 22.
Ахметов С. А., Мустафин И. А., Станкевич К. Е., Ханов А. Р., Ганцев А. В. Нефтегазовый комплекс России и мира. Состояние и перспективы развития // [Электронный ресурс] Neftegaz.RU/ 2020. №6. URL: https://magazine.neftegaz.ru/articles/rynok/556001-neftegazovyy-kompleks-rossii-i-mira-sostoyanie-i-... (дата обращения 09.11.2021 г.).
3. С. А. Истомин, Некоторые аспекты импортозамещения трубопроводной арматуры в нефтегазовом комплексе (ЦНИПИ «СТАРК») // Химическая техника. 2014. №11.
4. Анализ рынка запорно-регулирующей арматуры в условиях кризиса 2020 года: падение неизбежно, но не катастрофично // [Электронный ресурс] Вестник арматуростроителя. URL: https://armavest.ru/news/rynok/analiz-rynka-zaporno-reguliruyushchey-armatury-v-usloviyakh-krizisa-2... (дата обращения: 09.11.2021 г.).
5. Степанова Т. Ю. Технологии поверхностного упрочнения деталей машин / учеб. пособие, 2009. С. 64
6. История внедрений за рубежом // [Электронный ресурс] URL: https://www.procion.ru/vnedrenie_tehnologii_xto/vnedrennoe_oborudovanie/ (дата обращения: 12.11.2021 г.)
7. Каталог продукции HABONIM. Краны шаровые с металлическими седлами. 2017 г. 49 с.
8. Результаты исследовательских работ по теме упрочнения сталей // [Электронный ресурс] URL: https://www.procion.ru/publications/ (дата обращения: 12.11.2021 г.)
 Календарь событий
Календарь событий
 Версия PDF
Версия PDF