УСТАНОВКА ПЕРЕРАБОТКИ ДЫМОВЫХ ГАЗОВ С ПОЛУЧЕНИЕМ ДИОКСИДА УГЛЕРОДА КАК СПОСОБ СНИЖЕНИЯ «УГЛЕ-РОДНОГО СЛЕДА»
С.В. Афанасьев, д.т.н., начальник ОСиС ПАО «Тольяттиазот»
445045 г. Тольятти. Поволжское шоссе. 32
Проблема сокращения парниковых газов в России может быть успешно решена путём их переработки с получением углекислого газа и его использования в нефтехимии и нефтедобыче в качестве необходимого сырьевого компонента. По существующим прогнозам, уже через 10 лет добыча лёгкой нефти в России сократится до 15 – 20 % от нынешнего уровня, а выявленные запасы высоковязких углеводородов станут доминирующими.
Широко используемая практика заводнения с целью поддержания пластового давления обеспечивает лишь кратковременный положительный результат, но не способствует увеличению коэффициента извлечения нефти добывающих скважин. Это малоэффективно для месторождений с высоковязкой и трудноизвлекаемой нефтью, а также, в залежах баженовской свиты, удельный вес которых в последнее десятилетие существенно вырос [Афанасьев С.В. и др.. Регулирование приемистости нагнетательных скважин нефтяных месторождений // Neftegaz.ru. Деловой журнал. 2020. №7. С.28 – 33].
Проведённые промысловые испытания по закачке сжиженного углекислого газа показали высокую эффективность способа на нефтедобывающих месторождениях Самарской области [Афанасьев С.В. Процессы и аппараты химической технологии. Учебное пособие для работников промышленных предприятий и студентов ВУЗов. - Самара. Изд. Сам. научн. центра РАН. 2020. – 407 с.].
В то же время надо признать, что широкое применение диоксида углерода сдерживается наличием доступных источников, их удаленностью от месторождений использования, разведанными месторождениями СО2 в России, а также низкой выработкой сжиженного углекислого газа на отечественных промышленных предприятиях нефтехимии [Афанасьев С.В. и др. Диоксид углерода как реагент интенсификации нефтедобычи // Neftegaz.ru. Деловой журнал. 2020. №8. С.30 – 35.].
Реализация Указа президента РФ №666 от 4 ноября 2020 г. о сокращении к 2030 году эмиссии парниковых газов на 70 %. по сравнению с 1990 годом, создаёт благоприятные условия по использованию диоксида углерода в технологиях увеличения нефтеотдачи пластов [Афанасьев С.В. и др. Газоциклическая закачка диоксида углерода в добывающие скважины для интенсификации добычи высоковязкой нефти.// Нефть. Газ. Новации. Научно-технический журнал. 2017.№4. С.62 – 65].
Прогнозируемый эффект обусловлен способностью углекислого газа растворяться в пластовой нефти и существенно снижать её динамическую вязкость [Афанасьев С.В. Углекислый газ как сырьё для крупнотоннажной химии // Neftegaz.ru. Деловой журнал. 2019. №9. С.94 – 106].
Обширный объём научно-практических исследований по переработке дымовых газов в товарную продукцию был выполнен группой самарских учёных под руководством д.т.н. Афанасьева С.В. [Афанасьев С.В. и др. Современные направления производства и переработки диоксида углерода // Химическая техника. Межотраслевой журнал для главных специалистов предприятий. 2016. №11. С. 30 – 32].
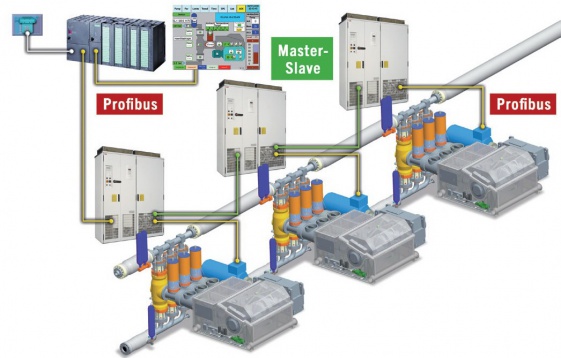
Предлагаемая ими технологическая схема процесса получения товарной двуокиси углерода из дымовых газов, приведена на рисунке. Инновационный способ предусматривает доведение температуры дымовых газов до 250 – 300оС; селективную каталитическую очистку на вольфрамо-ванадиевом оксидном катализаторе от оксидов азота с использованием аммиаксодержащего восстановительного компонента; абсорбцию и десорбцию углекислого газа этаноламинной композицией; очистку и регенерацию абсорбента от продуктов коррозии и деградации; компримирование газообразного диоксида углерода с последующим его охлаждением, осушкой и переводом в сжиженное состояние [Пат. RU№2733774. Способ выделения диоксида углерода из дымовых газов и устройство для осуществления способа. Авторы Афанасьев С.В. и др.].
Для её реализации поток дымового газа стабилизируют в теплообменнике 1 до температуры 250 – 350 оС и направляют в проточный реактор с катализатором блочного типа, изготавливаемом путем пропитки волокнисто-керамического носителя на основе TiO2 соединениями ванадия и вольфрама с последующей термической обработкой носителя для их перевода в оксидную форму V2О5 и WO3, соответственно. Параллельно с этим в технологическую линию с помощью насоса подают жидкий аммиак, который испаряется и смешивается за пределами теплообменника с отработанным газом. Вместо него можно использовать и другие аммиаксодержащие восстанавливающие компоненты, например, танковые газы с агрегатов аммиака. В реакторе 2 происходит превращение оксидов азота в молекулярный азот и воду в соответствии со следующими уравнениями
4NH3 + 3NO2→3,5N2 + 6H2O
2NH3 + 3NO→2,5N2 + 3H2O
Степень удаления оксидов азота по предложенному способу составит не менее 95 %.
Выходящий из реактора газовый поток охлаждается до температуры 45 – 50 о С (узел охлаждения на схеме не приведён) и с помощью газодувки 3 направляется на узел абсорбции, включающий не менее двух параллельно установленных аппаратов, в которых в качестве абсорбента применяется композиционный водный раствор метилдиэтаноламина, активатора хемосорбции и антикоррозионной добавки, взятых в массовом соотношении 7: (1 – 3): (0.01 – 0,03). Количество работающих абсорберов определяется видом сжигаемого топлива и концентрацией в отходящем газе диоксида углерода. Учёт этого фактора позволяет увеличить производительность технологической установки, улучшить абсорбционные показатели используемой композиции и снизить до минимума коррозионные процессы и деградацию (смолообразование) метилдиэтаноламина в системе.
Абсорбер 4 представляет двухсекционный аппарат с колпачковыми тарелками в верхней секции, орошаемые флегмой с температурой 50 – 65 оС. Нижняя выполнена в виде ситчатых тарелок с высокими барботажными слоями жидкости.
Подобная конструкция аппарата гарантирует правильное распределение абсорбента, хорошее смачивание насадки и необходимый его контакт с дымовыми газами, содействующий эффективному поглощению СО2. Благодаря этому снижены до минимума потери диоксида углерода с отходящими абгазами (0,5 % по сравнению с другими системами, где они составляют 1,0-3,0%) и соответственно настолько же вырастет производительность установки. Непоглощённые газы (преимущественно азот) выбрасывают в атмосферу.
Насыщенный углекислым газом абсорбент с помощью насоса 5 через теплообменник 6 подают в десорбер 7, который по устройству аналогичен абсорберу 4. В его верхней секции размещены ситчатые тарелки с U-образными теплообменными элементами для подъёма температуры до 70 – 90 оС за счёт тепла дымового газа. Грубо регенерированный и охлаждённый абсорбент направляют в нижнюю часть абсорбера, а в верхнюю – глубоко регенерированный поглотитель диоксида углерода. Повышенную степень десорбции раствора достигают в кипятильнике-конденсаторе 9 при температуре не ниже 110 оС. После её снижения в холодильнике 10 до оптимального уровня он поступает в верхнюю секцию абсорбера 4.
Включение в технологическую схему кипятильника-конденсатора 9 позволяет удалять лишнюю влагу, присутствующую в перерабатываемом дымовом газе, и поддерживать тем самым концентрацию абсорбента на уровне 35 – 40 % мас. Выделяющиеся в нём пары углекислого газа возвращаются в технологический цикл.
Температурный режим в средней зоне десорбера 7 регулируют выносным или встроенным теплообменником 8 за счёт подвода тепла с каталитического реактора 3. Это инновационное решение позволяет сократить энергозатраты по сравнению с известными проектами на 25 – 30 %.
Подавлению нежелательного вспенивания абсорбента способствует включение в линию каждого из абсорберов аппарата очистки поглощающей композиции 11 от смол и продуктов коррозии.
Поток газообразного диоксида углерода из десорбера 7 направляют в компрессор 12 и далее в холодильник 13. Охлаждённый газ подвергают осушке в блоке 14, включающем два абсорбера, один из которых находится в работе, а второй на регенерации. В конденсаторе 15 и в холодильной машине 16 с винтовым компрессором углекислый газ переводят в жидкое агрегатное состояние и перекачивают в ёмкость 17.
Таким образом, предлагаемый метод получения диоксида углерода предусматривает использование более совершенного селективного каталитического способа удаления оксидов азота из дымовых газов, а также применение абсорбента, в состав которого входит абсорбирующее вещество – метилдиэтаноламин, активатор процесса хемосорбции – пиперазин и ингибитор коррозии технологического оборудования, взятые в оптимальном соотношении [Каталитические процессы в газохимии. Монография. Под ред. д.т.н. С.В. Афанасьева. – Самара. Изд. СНЦ РАН. 2021. – 407 с.]
Реализация предлагаемого способа достигается благодаря включению в технологическую схему двух параллельно работающих абсорберов, кипятильника - конденсатора и аппаратов очистки этаноламинной композиции от смолистых соединений и продуктов коррозии.
Образование последних обусловлено деградацией метилдиэтаноламина из-за его гидролиза при повышенных температурах согласно следующей реакции
СН3N(СН2СН2ОН)2 + Н2О → СН3ОН + NH(СН2СН2ОН)2
В дальнейшем присутствующий в абсорбенте диэтаноламин образует с диоксидом углерода труднорастворимые в воде смолистые соединения, которые ухудшают массообмен и вызывают вспенивание.
Метанол в условиях ведения процесса окисляется кислородом до формальдегида и далее до муравьиной кислоты, что способствует коррозии оборудования из нелегированных сталей. Для её ингибирования в состав этаноламинной композиции введён ИКФ-1 по ТУ 2433-022-0206492-03, являющийся продуктом взаимодействия карбамидоформальдегидного концентрата марки КФК-85 и аммиачной воды.
Образующиеся в небольшом количестве жидкие отходы выводят в ходе регенерации абсорбента с использованием аппаратов его очистки и применяют в качестве одного из сырьевых компонентов при получении нейтрализатора сероводорода для нефтей [Афанасьев С.В. и др. Вторичное сырьё для предприятий нефтехимии: проблемы и решения// Neftegaz.ru. Деловой журнал. 2020. №4. С. 88 – 91].
Тем самым исключено воздействие вредных отходов на окружающую среду.
Наиболее предпочтительными для использования в предлагаемой технологии являются дымовые газы с содержанием диоксида углерода не менее 5 % об.
Мощность установки до необходимого уровня достигается за счёт масштабирования используемого оборудования.
Метод выделения диоксида углерода из дымовых газов может быть применён и на миниустановках получения метанола из попутного нефтяного газа. Применяемые при этом технологические процессы сопровождаются выбросом в атмосферу газообразных отходов с достаточно высоким содержанием диоксида углерода, что позволяет их использовать в качестве сырьевых компонентов.
Это открывает широкие перспективы для рационального использования нефтяного попутного газа и для выполнения обязательств России в рамках подписанного ею Парижского соглашения по сокращению выбросов парниковых газов.

Рис. Принципиальная технологическая схема выделения диоксида углерода из дымовых газов
 Календарь событий
Календарь событий
 Версия PDF
Версия PDF