Бережливое техническое обслуживание: сущность и возможности
И.Н. Антоненко, ООО «НПП «СпецТек», г. Санкт-Петербург
Особая система методов организации производства под названием «бережливое производство» (БП), или «Lean production», нашла широкое применение, в том числе на предприятиях химической промышленности. Ее исходными положениями являются:
· понятие «ценность» – это полезность продукции с точки зрения потребителя,
· понятие «потери» – это любое действие, потребляющее ресурсы, но не создающее ценность,
· представление о трех видах деятельности при создании ценности:
1. действия, необходимые и добавляющие ценность,
2. действия, необходимые, но не добавляющие ценность,
3. действия, ненужные и не добавляющие ценность.
Деятельность 2 и 3 относят к потерям, поэтому принимаемые решения в рамках БП должны быть направлены на то, чтобы:
· поддержать деятельность 1 вида,
· оптимизировать и минимизировать деятельность 2 вида,
· устранить деятельность 3 вида.
В стандарте ГОСТ Р 56020-2020 перечислены 7 основных видов потерь: перепроизводство, избыток запасов, транспортировка, задержки, дополнительная обработка, перемещения, дефекты.
Принципы БП применяются и в целях повышения эффективности технического обслуживания и ремонта (ТОиР) производственных активов [1], под которыми понимается технологическое оборудование и машины, их компоненты, объекты недвижимости, их инженерные системы. В концепции бережливого производства ТОиР относится ко 2-му виду деятельности.
Применимость БП к ремонтной деятельности
Оценка эффективности ТОиР оказалась непростой задачей. В общем виде эффективность – это отношение полезного результата к объему затраченных ресурсов. И если со знаменателем этой дроби проблем не возникает, то определение результата ТОиР сталкивается с методическими и практическими трудностями. Отсюда возникла идея применить подходы БП к задаче оценки эффективности и улучшения ТОиР.
Пример реализации этой идеи – исследование [2], где все виды деятельности ТОиР поделены на добавляющие и не добавляющие ценность. Добавляют ценность непосредственно работы по ТОиР, а не добавляют – операции, приводящие только к потерям времени. Здесь «продукцией» является исправность актива, а её «потребитель» – предприятие, использующее актив для производства. В итоге оказалось, что бесполезна почти половина (45%) деятельности по ТОиР.
Идеи в этом направлении выдвигались и раньше. В работе [3] была дана классификация потерь применительно к ТОиР, которая в адаптированном виде представлена в таблице 1.
Таблица 1. Виды и содержание потерь при ТОиР
|
Перепроизводство |
выполнение технического обслуживания чаще, чем нужно, выполнение дублирующих или ненужных работ |
|
Избыток запасов |
невостребованные, устаревшие или редко используемые запчасти и материалы, а также их неучтенные запасы |
|
Транспортировка |
потери времени на перемещение инструментов, запчастей, материалов или самого оборудования |
|
Задержки |
ожидание инструктажа и выдачи наряда, ожидание отключений и транспортировки |
|
Дополнительная обработка |
отбраковка неисправных запчастей, лишние операции из-за несоответствующих инструментов или оснастки |
|
Перемещения |
перемещения ремонтников по объектам или в поисках документов, запчастей, материалов, инструмента |
|
Дефекты |
устранение отказов, вызванных недостатком обслуживания, повторные работы из-за некачественного их выполнения |
Перефразируя известное выражение Питера Друкера, можно предложить следующие подходы к устранению потерь, связанных с ТОиР:
1. Выполнять правильную работу;
2. Выполнять работу правильно.
Выполнять правильную работу
Единственным основанием для выполнения ТОиР является предупреждение или устранение отказа. Поэтому каждая работа должна быть связана с конкретным видом отказа, и направлена на его предупреждение или устранение. Только такая работа создает ценность. В то же время, известны виды работ, не создающих ценность:
· ненужная работа, не связанная ни с одним видом отказа,
· неэффективная работа, стоимость которой больше, чем тяжесть последствий предупреждаемого ею отказа,
· неприменимая работа, не влияющая на вероятность отказа,
· дублирующие работы, предупреждающие один и тот же отказ,
· избыточная работа, выполняемая чаще, чем необходимо.
Работы, не создающие ценность, зачастую входят в состав программы профилактики, рекомендованной производителем оборудования.
Есть 2 основных способа формирования правильной программы работ:
1) оптимизация программы планового обслуживания (ОППО), или Planned Maintenance Optimization (PMO) [4],
2) надежностно-ориентированное техническое обслуживание (НОТО), или Reliability-Centered Maintenance (RCM) [5].
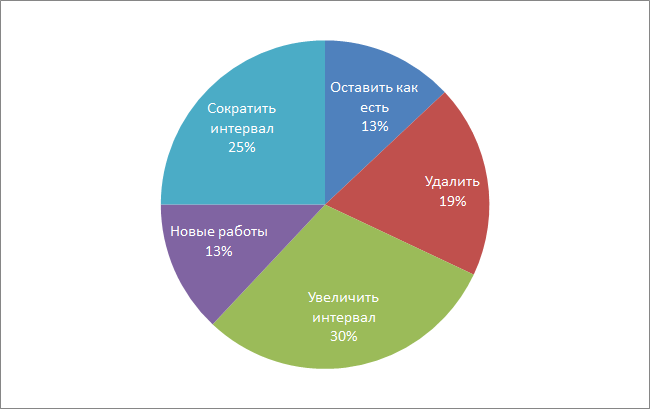
Рис. 1. Результат оптимизации программы планового обслуживания
Первый используется для улучшения существующей программы обслуживания, а второй – как для разработки первичной программы работ, так и для ее пересмотра. Их реализация на опасных производствах предполагает активное участие производителя оборудования и согласование органов технического надзора.
Суть первого способа в том, чтобы:
· удалить ненужные, дублирующие и неэффективные работы,
· удалить неприменимые работы или изменить их содержание,
· изменить периодичность избыточных и недостаточных работ,
· добавить работы, предупреждающие неизвестные ранее отказы,
· запланировать модернизацию или замену, если не удалось подобрать применимую и эффективную работу.
Типичный результат выполнения ОППО приведен на рис.1.
Избыточные, ненужные и дублирующие работы не только не приносят, но даже уменьшают ценность, приводя к остановкам на их выполнение. Они могут привести и к отказу, создавая предпосылки ошибок персонала. Особую сложность представляет задача увеличения интервала (уменьшения частоты) обслуживания. Поясним это на примере.
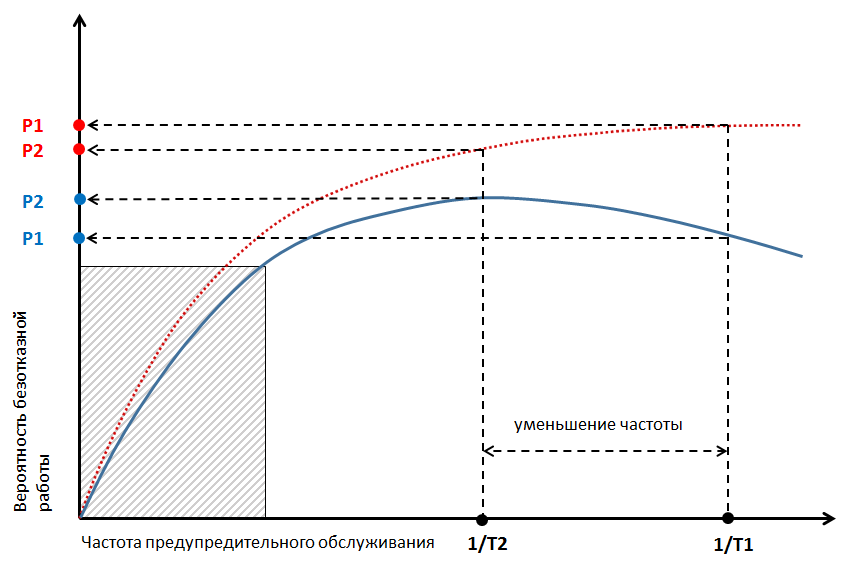
Рис. 2. Связь вероятности безотказной работы и частоты профилактики
На рис. 2 точечной кривой представлена зависимость вероятности безотказной работы P на интервале T от частоты предупредительных работ F. При больших F величина P растет незначительно и стремится к величине, связанной с эксплуатационными отказами. Сплошной кривой показана та же зависимость с учетом ошибок персонала – здесь с ростом F вероятность безотказной работы уменьшается, поскольку растет частота ошибок. Если уменьшить частоту работ почти в 2 раза – от 1/Т1 до величины 1/T2, – то P уменьшится от Р1 до Р2 на малую величину, без существенного влияния на надежность, а с учетом ошибок персонала она даже увеличится от Р1 до Р2.
Проблема в том, чтобы знать исходную точку. Если она левее, то сократив F можно попасть в зону, покрытую штриховкой, где P резко падает. Группе анализа нужны данные об отказах в этой зоне, но именно здесь она сталкивается с парадоксом Резникова [7]: программа профилактического обслуживания препятствует сбору данных об этих отказах, поскольку она их предупреждает. В отсутствие этих данных сокращать частоту обслуживания недопустимо, и разумно будет собрать их в рамках программы исследования возраста. На этой основе можно перейти от профилактики с фиксированным интервалом к обслуживанию по состоянию, что и даст в итоге уменьшение F.
Реализация ОППО предусматривает, что на предприятии внедрена информационная система управления ТОиР (ИСУ ТОиР), и что в ней ведется корректный учет результатов работ, регистрируются дефекты, отказы, простои. Такая система создается на основе специального программного обеспечения, такого как программный комплекс TRIM [7]. Данные ИСУ ТОиР позволяют выявить работы, не создающие ценность.
Показательными результатами ОППО, например, являются снижение занятости персонала на 16%, сокращение числа дефектов на 18% [8], или сокращение на 25% объема рутинных работ [9]. Последнее также привело к уменьшению на 25% числа ремонтов по отказу, что дало основание утверждать: отмененные профилактические работы фактически вызывали, а не предотвращали отказы.
С другой стороны, потенциал ОППО изначально ограничен рамками существующей программы работ. В ряде случаев требуется пересмотр самого подхода к предупреждению данного вида отказа, изменение стратегии ТОиР в рамках НОТО.
НОТО требует отдельного рассмотрения [10], а здесь отметим следующее. Существует несколько базовых стратегий ТОиР: реактивное обслуживание (эксплуатация до отказа); профилактическое обслуживание; обслуживание по фактическому состоянию; прогнозное обслуживание. НОТО обеспечивает комплексное применение этих стратегий в зависимости от последствий возможных отказов и с учетом механизма их возникновения. Т.е. речь идет о рациональном определении границ применения каждой из них.
Рациональное сочетание стратегий чрезвычайно важно. Национальный институт стандартов и технологий США (NIST) приводит следующие данные [11]. Сравнивались две группы предприятий, которые, соответственно, больше всего (в среднем 81,5% работ) и меньше всего (в среднем 14,5% работ) используют реактивное обслуживание.
Оказалось, что первая группа имеет в 3,28 раза больше простоев, в 16 раз больше дефектов продукции, в 2,81 раза больше потерянных продаж из-за этих дефектов продукции, вызванных ТОиР, в 2,37 раза больше потерянных продаж из-за простоев в ремонтах.
Далее рассматривалась группа, которая менее всего использует реактивное обслуживание (менее 50% работ). Она была отранжирована по объему использования прогнозного обслуживания и разбита на две части: верхнюю, где в среднем 44% прогнозного обслуживания, и нижнюю, где в среднем 9% прогнозного обслуживания (т.е. в основном профилактическое). Оказалось, что в нижней группе на 18% больше простоев на плановом обслуживании, на 21% больше простоев, вызванных отказами, в 7,8 раза больше дефектов продукции, на 21% больше потерянных продаж из-за простоев в ремонтах.
Зачастую организации реализуют проекты с использованием ОППО или НОТО, а потом не занимаются улучшением программ ТОиР несколько лет или более. Затем они начинают новый проект, однако к этому времени проблемы уже стали причиной потерь. Поэтому разумнее реализовать непрерывное улучшение программы ТОиР.
Выполнять работу правильно
Выполнить работу правильно – значит, выполнить ее с первого раза без дефектов и переделок, не теряя времени на выяснения и на поиск ресурсов, а также на их доставку к месту выполнения работ.
По статистике [12] в ремонтной деятельности 30% времени теряется на транспортировку и перемещения, еще 30-40% на задержки, и в итоге время непосредственного выполнения работ зачастую составляет 35-40%.
Основу правильного выполнения работ формируют стандартные операционные процедуры (СОП). Разработка СОП полезна во многих отношениях [1]. Во-первых, СОП позволяют отделить знания о ТОиР от конкретного работника, и сделать их достоянием компании. Обладатель таинственной записной книжки будет обеспокоен, что он потеряет свой вес, но избежать конфликта поможет его ориентация на оптимизационные задачи, которые на порядок сложнее, чем поиск и хранение информации.
Во-вторых, СОП создают основу для анализа коренных причин отказов (RCA). Без них невозможно уверенно идентифицировать коренную причину отказа, поскольку точно неизвестно, какие работы выполнялись и как.
В-третьих, без стандартизации работ невозможно определить меры по их улучшению. Наличие СОП помогает централизованно внедрять изменения в дизайн работ. В-четвертых, они создают организационную основу для того, чтобы работы были не только выполнены, но и выполнены разными работниками одинаково.
СОП являются основой процесса управления работами, включающего:
· идентификацию работ и их приоритетности,
· объемное планирование (что делать и как),
· календарное планирование (когда и кто выполнит работу),
· выполнение работы, включая выдачу наряда, инструктаж,
· завершение работы (приемка, закрытие наряда, отчеты, записи).
Известен такой показатель эффективности работ – Maintenance Value Rate (MVR) или норма ценности технического обслуживания. Величина MVR определяется через хронометрирование всех операций, добавляющих или не добавляющих ценность, путем деления времени добавления ценности на суммарное время.
Масштабные исследования [2] показали, что среднее значение MVR составляет всего 55%, а наилучшая практика находится на уровне 79%. Это означает, что существует потенциал улучшения до 24%, что при 8-часовой смене составляет до двух часов на каждого работника.
От 30 до 40% всех потерь связаны с недостатками планирования, поэтому «wrench time» или MVR должны устанавливаться планировщикам. Однако недостаточно просто приказать им работать лучше. Обычно имеет место замкнутый круг: исполнители не используют планы, потому что не видят в них ценности, а планировщики не видят смысла в улучшении планов, потому что ремонтники их не используют. Поэтому улучшение планирования должно начинаться с заявления руководства о том, что детальные планы необходимы, и вовлечения всех участников процесса управления работами в повышение качества планирования.
Литература
1. Чуева Е. Картирование – микроскоп для бережливца// За большую химию. – 2020. – №23 (2642). – С. 5.
2. Maintenance Efficiency Report 2013: International study on development of maintenance efficiency in the process industry. Berlin: T.A. Cook & Partner Consultants GmbH, 2013. – 15 p.
3. O’Hanlon Т. Reliability Goes Nonfat With Lean Maintenance. URL: https://www.efficientplantmag.com/2002/02/reliability-goes-nonfat-with-lean-maintenance/ (дата обращения 05.08.2021)
4. Turner S. PM Optimisation – Maintenance Analysis of the Future. OMCS International. 2002. – 36 p.
5. Моубрэй, Джон. Техническое обслуживание, ориентированное на надежность/ Джон Маубрэй; пер. с английского К. А. Зырянова и В. С. Смирнова; под общей ред. К. А. Зырянова. – Екатеринбург: Зырянов К. А., 2018. – 443 с.
6. Resnikoff H.L. Mathematical aspects of Reliability-Centered Maintenance. Los Altos CA: Dolby Access Press, 1978. – 95 p.
7. Антоненко И.Н. EAM-система TRIM: от автоматизации ТОиР к управлению активами// Автоматизация в промышленности. – 2015. – №1. – С. 40-43.
8. Антоненко И.Н., Беляков М.И. Об одной надежностной задаче и ее решении в информационной системе// Автоматизация в промышленности. – 2015. – №8. – С.18-21.
9. Dunn S. Managing Human Error in Maintenance. URL: https://www.assetivity.com.au/article/maintenance-management/managing-human-error-in-maintenance.html (дата обращения 05.08.2021).
10. Антоненко И.Н. Надежностно-ориентированное техническое обслуживание: методология и практика применения// Методы менеджмента качества. – 2018. – №12. – С. 48-54.
11. Economics of Manufacturing Machinery Maintenance. A Survey and Analysis of U.S. Costs and Benefits/Douglas S. Thomas, Brian A. Weiss. NIST, Adv. Man. Ser. 100-34, - 52 p.
12. Munson P. Planning to Fail? Take Your Maintenance Planning to The Next Level. URL: https://theramreview.com/planning-to-fail-take-your-maintenance-planning-program-to-the-next-level (дата обращения 05.08.2021).
 Календарь событий
Календарь событий